Production
the Hall-Héroult
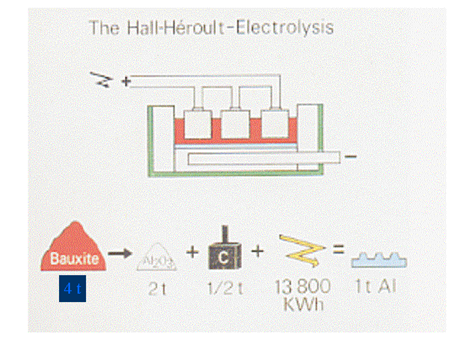
The raw material for the extraction of aluminium is aluminium oxide, also called alumina, produced from bauxite. Direct current of a very high intensity is passed through the anodes in the process. The anodes are part of the chemical reaction. For the production of 1 ton of aluminium, approximately 400 kg anodes ton of Aluminium metal is required. The aluminium production process is also called the Hall-Héroult-Electrolysis.
Picture of the general process
Prebake Cell
Pre-bake technology uses multiple anodes in each cell which are pre-baked in a separate facility and attached to "rods" that suspend the anodes in the cell. New anodes are exchanged for spent anodes - "anode butts" - being recycled into new anodes.

Söderberg technology
Söderberg technology uses a continuous anode which is delivered to the cell (pot) in the form of a paste, and which bakes in the cell itself.
An electrolytic cell or pot is an electro-chemical reactor with anodes arranged horizontally or vertically. In case Söderberg anodes are used, the anode is delivered to the cell as a paste that is baked in-situ. In Söderberg cells the power supply is either horizontal, as with HSS (horizontal stud Söderberg) cells or vertical, as is the case with VSS (vertical stud Söderberg) cells.

Pechiney technology
The Pechiney anode technology covers all steps of anode manufacturing: -
Raw materials selection and anode characterization
- Green process
- Baking process
- Anode handling and rodding
- Recycling
The anodes are baked in open type bake ovens, using the following technology:
- low gas consumption (2300 to 2600MJ/t)
- low packing coke consumption
- consistent level of baking
- low tar and fluoride emissions
- long fluewall life (130 to 160 cycles)
For the brickwork maintenance, the fluewalls can continuously be replaced without reducing the production of the furnace.
© copyright website Pechiney – www.ap-technology.com
Inert anode/wettable cathode
The aluminium industry has employed the Hall-Heroult process for more than 100 years to produce aluminium. The new inert anode technology is believed to reduce the anode, labor, maintenance and environmental costs associated with running a smelter. The wettable cathodes also holds potential for reduced costs and increased operating efficiencies. Due to the fact that inert anodes would not use carbon, the smelting process would not create carbon dioxide, carbon monoxide or other greenhouse gases.
(from “An Aluminium Revolution” Thomas Van Leeuwen, CFA)
The aluminium industry has employed the Hall-Heroult process for more than 100 years to produce aluminium. The new inert anode technology is believed to reduce the anode, labor, maintenance and environmental costs associated with running a smelter. The wettable cathodes also holds potential for reduced costs and increased operating efficiencies. Due to the fact that inert anodes would not use carbon, the smelting process would not create carbon dioxide, carbon monoxide or other greenhouse gases.
(from “An Aluminium Revolution” Thomas Van Leeuwen, CFA)
Technology:
The inert anode/wettable cathode invention relates to production of a metal by electrolytic reduction of a metal oxide to a metal and oxygen. A preferred embodiment relates to production of aluminum by electrolytic reduction of alumina dissolved in a molten salt bath. An electric current is passed between an inert anode and a cathode through the salt bath, thereby producing aluminum at the cathode and oxygen at the anode. The inert anode preferably contains at least one metal oxide and copper, more preferably the oxides of at least two different metals and a mixture or alloy of copper and silver.
(from “An Aluminium Revolution” Thomas Van Leeuwen, CFA)
Technology (2):
The cermet materials used in anodes are deemed inert because, unlike carbon, they do not react with oxygen generated by electrolysis of alumina. The cermet materials also have relatively low solubility in the electrolyte. However, inert electrodes are subject to corrosion through several different mechanisms. Aluminum droplets floating or suspended in the molten salt bath may rapidly attack all components of the anodes. This problem is more likely to occur at temperatures below 900°C than at higher temperatures because lower operating temperatures are generally associated with higher electrolyte densities that can cause aluminum droplets to float. Secondly, aluminum and sodium dissolved in the molten salt bath may also attack the ceramic or dissolve the metallic components of the anode. The solubility of aluminum and sodium in cryolite drops rapidly from 960°C to 910°C, probably by about a factor of five. Further reduction in temperature below 910°C will reduce the solubility even more, but the benefit is small compared with other mechanisms such as electrochemical corrosion of the anode metal phase.
(from “An Aluminium Revolution” Thomas Van Leeuwen, CFA)
Technology (3):
The electrolytic cell operates at a temperature in the range of about 700°-940°C, preferably about 900°-940°C, more preferably about 900°-930°C, and most preferably about 900°-920°C. An electric current is passed between the inert anode and a cathode through a molten salt bath comprising an electrolyte and alumina. In a preferred cell, the electrolyte comprises aluminum fluoride and sodium fluoride, and the electrolyte may also contain calcium fluoride, magnesium fluoride and/or lithium fluoride. The weight ratio of sodium fluoride to aluminum fluoride is preferably about 0.7 to 1.1. At an operating temperature of 920°C, the bath ratio is preferably about 0.8 to 1.0 and more preferably about 0.96. A preferred molten salt bath suitable for use at 920°C contains about 45.9 wt. % NaF, 47.85 wt. % AIF,, 6.0 wt. % Cap, and 0.25 wt. % MgF.
(from “An Aluminium Revolution” Thomas Van Leeuwen, CFA)
Anode production process steps
1) Petroleum coke storage
2) Butt storage
3) Liquid pitch storage
4) Sampling
5) Drying
6) Grading
7) Crushing
8) Grinding
9) Sifting
10) Intermediate storage
11) Metering
12) Preheating
13) Mixing and kneading
14) Homogenizing/cooling
15) Pressing
16) Vibrating
17) Baking
18) Inspecting
19) Packaging, storage
20) Dispatch
Cathode blocks
Cathodes made from carbon and graphite are applied for the production of primary aluminium.
• Cathodes in aluminum electrolysis - content
• Production of primary aluminium
• Aluminium electrolysis
• Electrolysis cell lining
• Aluminium electrolysis cell
• Electrolysis cell - General data
• Western world cathode demand
• Cathode block production
• Classification of cathode blocks
• Cathode blocks - selection criteria
• Graphite layer structure
• Chemical / structural changes during heat treatment
• Advantages of graphite
• Rapport expansion curves
• Disadvantages of graphite
• Graphitized cathodes: Pot results vs semi-graphitic blocks
• Graphitized cathodes: Positive impact on technical results
• Graphitized cathodes: Achieved potlife (published data)
• Wear Reduction Cathode block production
Cathode block production

Cathode blocks - selection criteria
• Low sodium expansion
• Low electrical resistivity
High thermal conductivity
Graphitized cathodes
Pot results vs semi-graphic blocks
Table
Graphitized cathodes
Positive impact on technical results
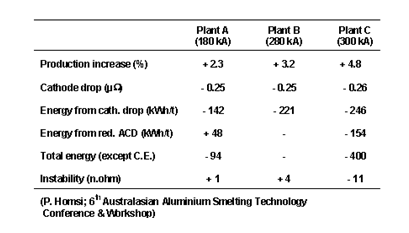
• Enhanced production output
- higher current efficiency
- increased pot amperage
• Lower cathode drop
• Constant or improved specific energy consumption
• Improved pot stability, allowing a reduction of the anode-to-cathode distance (ACD)
Graphitized cathodes
Achieved potlife (published data)
• 130 kA pot (low amperage pot) 114 months
• 180 kA pots up to 84 months
• 300 kA pots 65 months Wear Reduction of graphitized cathodes
Approach
Create a 'harder' cathode by e.g.„
• Improved raw materials
• Optimized composition/ formulation„
• Densification
• Use of Refractory Hard Material (RHM)
• Reduced degree of graphitization General chemical reaction Electrolysis cell bottom lining
Requirements to the cell lining
• electrically conductive
• resistant against high temperature
• low chemical reaction with bath components
• no alloy-formation with liquid aluminium Single candidate: CARBON/GRAPHITE
Technological challenge
• Tremendous increase over past century in
• Cell size
• Efficiency
• Productivity
Demand for substantial cathode carbon developments
Main targets Reduction in power consumption Increase in potlife