Baking
Two types of baking furnaces are in use:
Carbottom furnace:Here the extruded rods are placed in cylindrical stainless steel canisters (saggers). To avoid the deformation of the electrodes during the heating process the saggers are also filled with a protecting covering of sand. The saggers are loaded on railcar platforms (carbottoms) and rolled into natural gas- fired kilns. Ring furnace:Here the electrodes are placed in a stone covert cavity in the bottom of the production hall. This cavity is part of a ring system of more than 10 chambers. The chambers are connected together with a hot air circulation system to save energy. The voids between the electrodes are also filled with sand to avoid deformation. During the baking process, where the pitch is carbonised, the temperature has to be controlled carefully because at the temperatures up to 800°C a rapid gas build up can cause cracking of the electrode.
Baking in a ring furnace

Electrode graphitisation (different slideshow)
Heat treatment – graphitising
= slideshow page for Graphite and further processing
Electrode impregnation =
Electrode re-baking
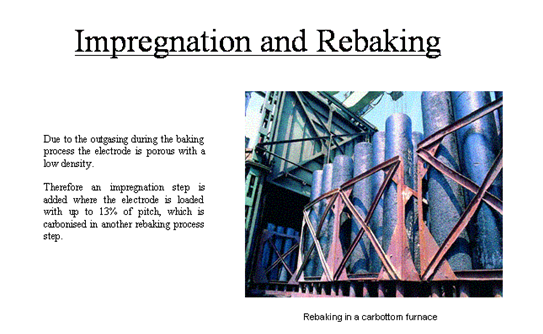
Impregnation and Rebaking
Due to the outgasing during the baking process the electrode is porous with a low density. Therefore an impregnation step is added where the electrode is loaded with up to 13% of pitch, which is carbonised in another rebaking process step.
Image: ebaking in a carbottom furnace
2. Blast Furnace
Furnace linings made from carbon and graphite are applied for the production of primary iron. In a blast furnace iron is produced by the reduction of iron-ore by coke at high temperatures up to 1900°C:
Fe2O3+ 3 CO ↔2 Fe + 3 CO2
The typical height of a blast furnace is 20 – 30 m with a diameter of 15 m. The wall-thickness ranges from 0.5 m to 1.2 m.
The load capacity is 300 – 1000 m3. Modern blast furnaces can produce up to 11.000 metric tons of iron per day.
Due to the high temperatures and the reducing atmosphere carbon products are used for the coating of the inner walls of the blast furnaces. The lifetime of the inner walls is about 10 years. After this period the furnace has to be coated again completely.
Different parts of the furnace need furnace linings of different quality and grade of graphitization.
Carbon (microporos)

Semigraphite (microporos)
Graphite (low iron)
Ceramic
Electrode machining
Furnace Linings Machining:
The production of these furnace linings is in principle similar to the production of electrodes and anodes. The small tolerances for the dimensions and the individual shape of each furnace lining make high demands on the experience of the producer.
Final Checking:
Before being shipped to the customer the furnace linings are mounted on a special joggling plate in order to check whether the joint between the furnace linings fulfils the tolerance for a maximum of the gap of 0.2 mm.

Example for the Mounting of Furnace Linings
